Team:UESTC-China/Model butanol



1. Introduce
2. Optimization of butanol fermentation process
- 2.1 Test design
- 2.2 Butanol fermentation kinetics model
- 2.3 Model optimization
- 2.4 Model verification
3. Biochemical reaction model
- 3.1 Basic theory of the model
- 3.2 Basic model
- 3.3 Improved model
- 3.4 Model solving
- 3.5 Sensitivity analysis
4 References
-
1. IntroduceWe hope to obtain the yield function of butanol using experimental data. The optimal fermentation conditions and maximum yield were obtained for the optimal solution of the function. Then we tried again under the best fermentation conditions. The result shows that the yield has obviously increased.The molecular dynamics model has been established, and the speed limiting steps and the parameters with high sensitivity have been found. The efficiency of the system can be further improved by optimizing the speed limiting steps of the reaction and the parameters with high sensitivity.
-
2. Optimization of butanol fermentation processIncreasing the yield and rate of butanol is a hot and difficult point in current biobutanol research. Butanol synthesis is affected by many environmental conditions such as temperature, initial pH, and inoculum (initial OD). We constructed a kinetic equation for the synthesis of butanol, performed a kinetic analysis of the factors affecting butanol fermentation, and optimized the butanol synthesis process to increase butanol production. [1].
-
2.1 Test designIn the butanol fermentation process, how to control the temperature(\({x_1}\)),initial pH(\({x_2}\)), initial OD(\({x_3}\)), so that is the butanol yield(\(y\)) the highest ? To do this, we need to explore the quantitative relationship between y and \({x_1}\), \({x_2}\), \({x_3}\). The quantitative relationship between them can be expressed by the following model:\[y = f({x_1},{x_2},{x_3})\]Since the response surface equation \(y = f({x_1},{x_2},{x_3})\) is unknown , a test (sampling) is required, and the experimental data obtained from the finite test is used to estimate f (by partial estimation of the whole). We chose the Box-Behnken Design (BBD) method to design the test. [2][3]. The test point arrangement is shown in Fig.1.
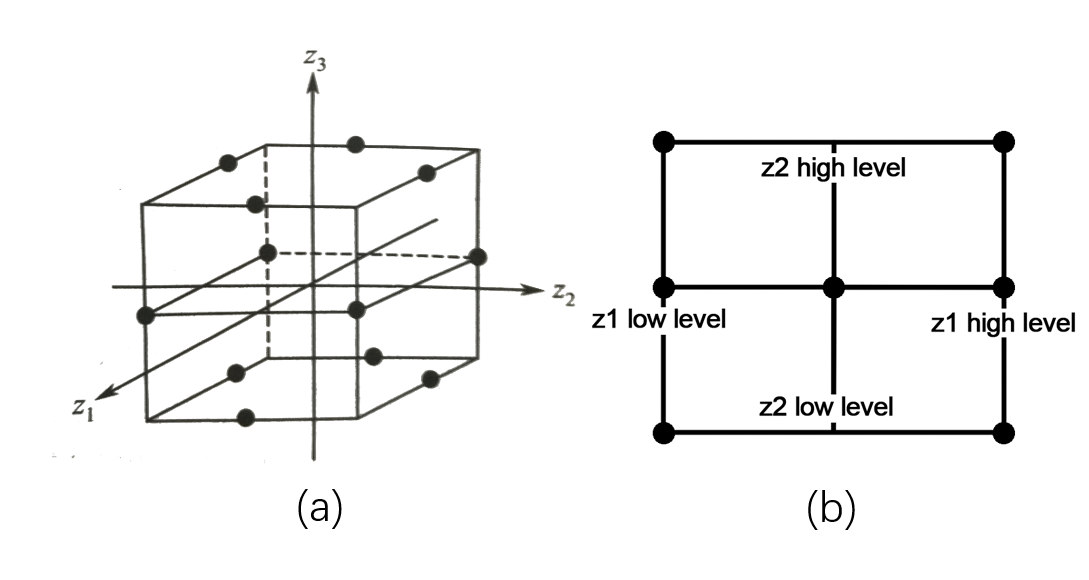 Fig.1 (a)test points for Box-Behnken design(b)test points projection on z1, z2 planeThe maximum and minimum values of \({x_1}\),\({x_2}\), \({x_3}\) are called upper levels and lower levels, and the average of upper levels and lower levels is zero levels. Since the \({x_1}\),\({x_2}\),\({x_3}\) dimensions are different, you need to standardize the variables:\[{z_i} = \frac{{{x_i} - \overline {{x_i}} }}{\sigma }\]Where, \({z_i}\) is the normalized variable (encoding), \(\overline {{x_i}} \) is the average, and \(\sigma \) is the standard deviation. The variation range and normalized value of \({x_1}\),\({x_2}\), \({x_3}\) are as follows:Table 1 Levels of the variables of Box–Behnken design
Fig.1 (a)test points for Box-Behnken design(b)test points projection on z1, z2 planeThe maximum and minimum values of \({x_1}\),\({x_2}\), \({x_3}\) are called upper levels and lower levels, and the average of upper levels and lower levels is zero levels. Since the \({x_1}\),\({x_2}\),\({x_3}\) dimensions are different, you need to standardize the variables:\[{z_i} = \frac{{{x_i} - \overline {{x_i}} }}{\sigma }\]Where, \({z_i}\) is the normalized variable (encoding), \(\overline {{x_i}} \) is the average, and \(\sigma \) is the standard deviation. The variation range and normalized value of \({x_1}\),\({x_2}\), \({x_3}\) are as follows:Table 1 Levels of the variables of Box–Behnken designCode Variable Low level(-1) Zero level(0) High level(+1) \[{x_1}\] Temperature(℃) 31 34 37 \[{x_2}\] Initial pH 6 7 8 \[{x_3}\] Initial OD 11 16 20 -
2.2 Butanol fermentation kinetics modelThe test points of the BBD test design and the corresponding experimental data are shown in the following table:Table 2 The Box–Behnken experimental design with three independent variables
Test number \[{z_1}\] \[{z_2}\] \[{z_3}\] \[y\] 1 0 0 0 0.246 2 0 0 0 0.247 3 0 0 0 0.246 4 0 1 1 0.333 5 0 1 -1 0.177 6 -1 0 1 0.206 7 1 -1 0 0.112 8 0 0 0 0.246 9 -1 -1 0 0.111 10 -1 1 0 0.258 11 1 0 -1 0.191 12 1 1 0 0.209 13 0 -1 1 0.279 14 0 -1 -1 0.161 15 -1 0 -1 0.183 16 0 0 0 0.245 17 1 0 1 0.211 Multivariate regression analysis of the experimental data was performed using Design-Expert11 software, and the following third-order polynomial equations were found to explain the generation of hydrogen:\[\begin{array}{l} y = 0.2460 - 0.0032{z_1} + 0.0175{z_2} + 0.0685{z_3} - 0.0125{z_1}{z_2}\\ - 0.0008{z_1}{z_3} + 0.0095{z_2}{z_3} - 0.0566{z_1}^2 - 0.0169{z_2}^2 + 0.0084{z_3}^2\\ + 0.0435{z_1}^2{z_2} - 0.0578{z_1}^2{z_3} - 0.0152{z_1}{z_2}^2 \end{array}\](1)The variance analysis of the regression analysis results is shown in the following table:Table 3 ANOVA for the Model Regression Representing the Butanol ProductionSource Sum of Squares \[df\] Mean Square F-value P-value Model 0.0522 12 0.0043 8698.31 < 0.0001 \[{z_1}\] 0 1 0 84.5 0.0008 \[{z_2}\] 0.0012 1 0.0012 2450 < 0.0001 \[{z_3}\] 0.0188 1 0.0188 37538 < 0.0001 \[{z_1}{z_2}\] 0.0006 1 0.0006 1250 < 0.0001 \[{z_1}{z_3}\] 0 1 0 4.5 0.1012 \[{z_2}{z_3}\] 0.0004 1 0.0004 722 < 0.0001 \[{z_1}^2\] 0.0135 1 0.0135 27001.18 < 0.0001 \[{z_2}^2\] 0.0012 1 0.0012 2398.03 < 0.0001 \[{z_3}^2\] 0.0003 1 0.0003 590.66 < 0.0001 \[{z_1}{z_2}{z_3}\] 0 0 \[{z_1}{z_2}{z_3}\] 0.0038 1 0.0038 7569 < 0.0001 \[{z_1}^2{z_3}\] 0.0067 1 0.0067 13340.25 < 0.0001 \[{z_1}{z_2}^2\] 0.0005 1 0.0005 930.25 < 0.0001 \[{z_1}{z_2}^2\] 0 0 \[{z_2}^2{z_3}\] 0 0 \[{z_2}{z_3}^2\] 0 0 \[{z_1}^3\] 0 0 \[{z_2}^3\] 0 0 \[{z_3}^3\] 0 0 Pure Error 0 4 0 Cor Total 0.0522 16 Coefficient of determination \[{R^2} = 0.9998\] Adequate Precision=359.0217 The variance analysis of the regression analysis results is shown in the following table: the F value of the model is 8698.31, P<0.0001, indicating that the model fits well, and the model's goodness of fit \({R^2}\) is 0.9998, indicating that the regression model 99.98% explains the response. Only 0.01% of the model's changes cannot be explained by the model. Moreover, accuracy is used to describe the signal-to-noise ratio of the model [4]. The signal-to-noise ratio is 359.0217. Usually, the ratio is greater than 4, and the model can be applied to guide the experimental design and also to indicate an accurate signal. From the significant coefficients of the regression model, it was found that each factor has a significant effect on the yield of butanol. -
2.3 Model optimizationThe optimization of the model makes the partial derivative of the equation, and the derivative is 0, which constitutes a ternary equation system. By solving the equations, the optimal fermentation conditions are obtained [5]. The optimal results of the model: the temperature was 33.685 ° C, the initial OD was 12.932, the initial pH was 7.993, and the maximum yield of butanol was 0.334 g / L.The kinetic response surface of butanol synthesis, the three-dimensional response surface and the corresponding two-dimensional contour map are shown in Fig. 2. The figure shows that three levels of each of the two independent factors explore their effect on butanol synthesis in an optimal range. It can be seen from the figure that each response surface has a distinct peak, indicating that the optimal fermentation conditions for butanol are within the selected experimental design range.figure a and b show the effect of initial OD and temperature on butanol fermentation. Butanol production increased with the increase of initial OD, and then increased and then decreased with the increase of temperature. The change in temperature is more affected by the amount of butanol synthesized relative to the initial OD. Figure c and Figure d show the effect of initial pH and temperature on butanol fermentation. Butanol production increased with the increase of initial pH, and then increased and then decreased with the increase of temperature. The initial pH change is more affected by the temperature and the amount of butanol synthesis. Figure e and f show the effect of initial OD and initial pH on butanol fermentation. Butanol production increased with increasing initial pH. The initial pH change is more affected by the initial OD and the amount of butanol synthesis.In summary, the three independent factors that affect the size of butanol are: initial pH > temperature > initial OD. If the temperature is too high or too low, the initial pH value is too acidic or too basic, and the initial OD value is too large or too small, it is not conducive to the synthesis of butanol. Only when these three significant influence factors are in the optimal region, the amount of butanol synthesis can be maximized.
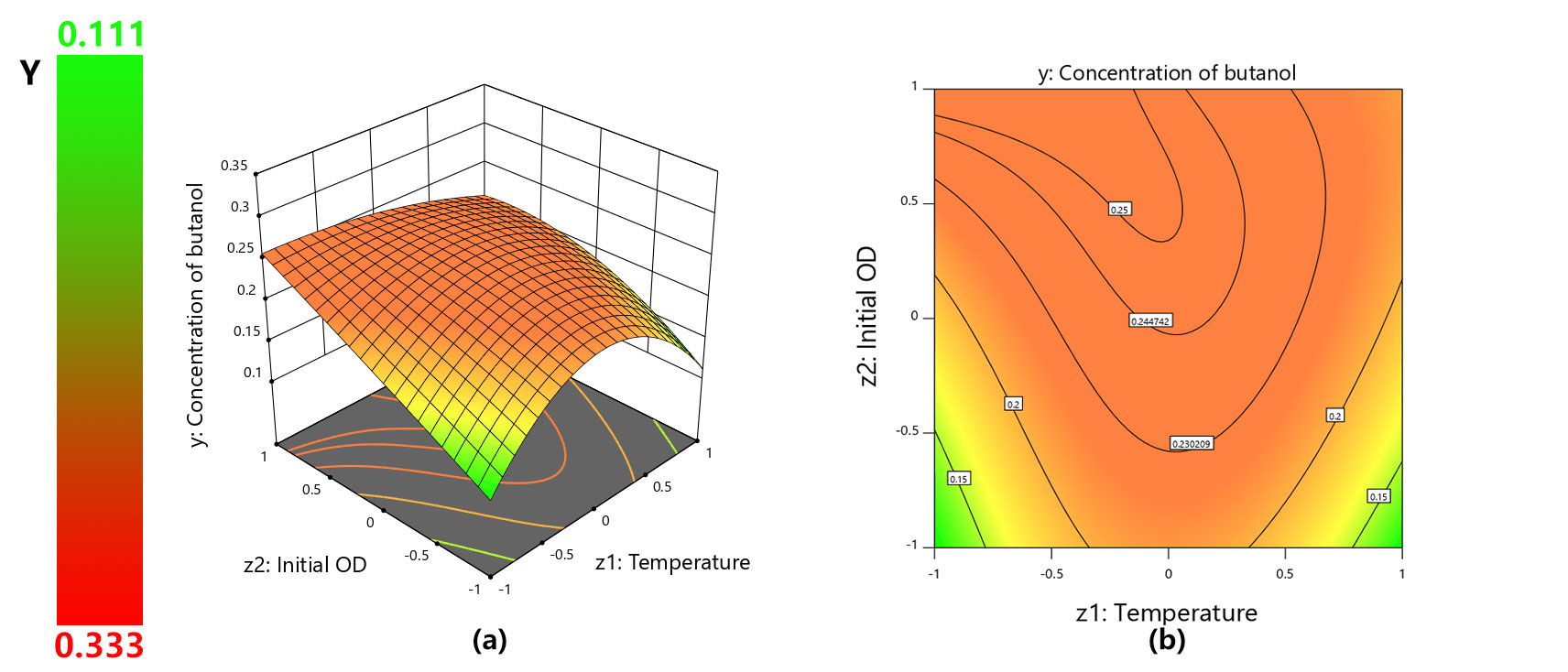
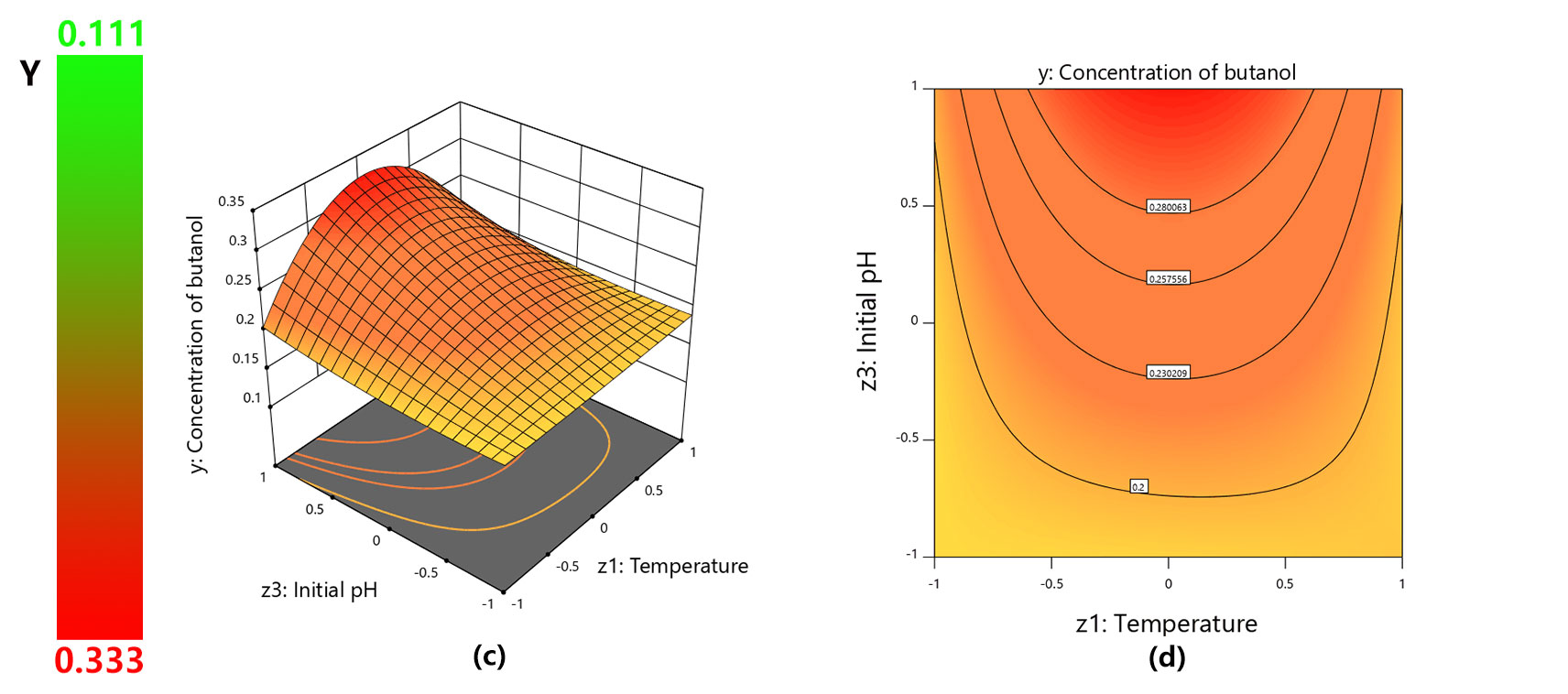
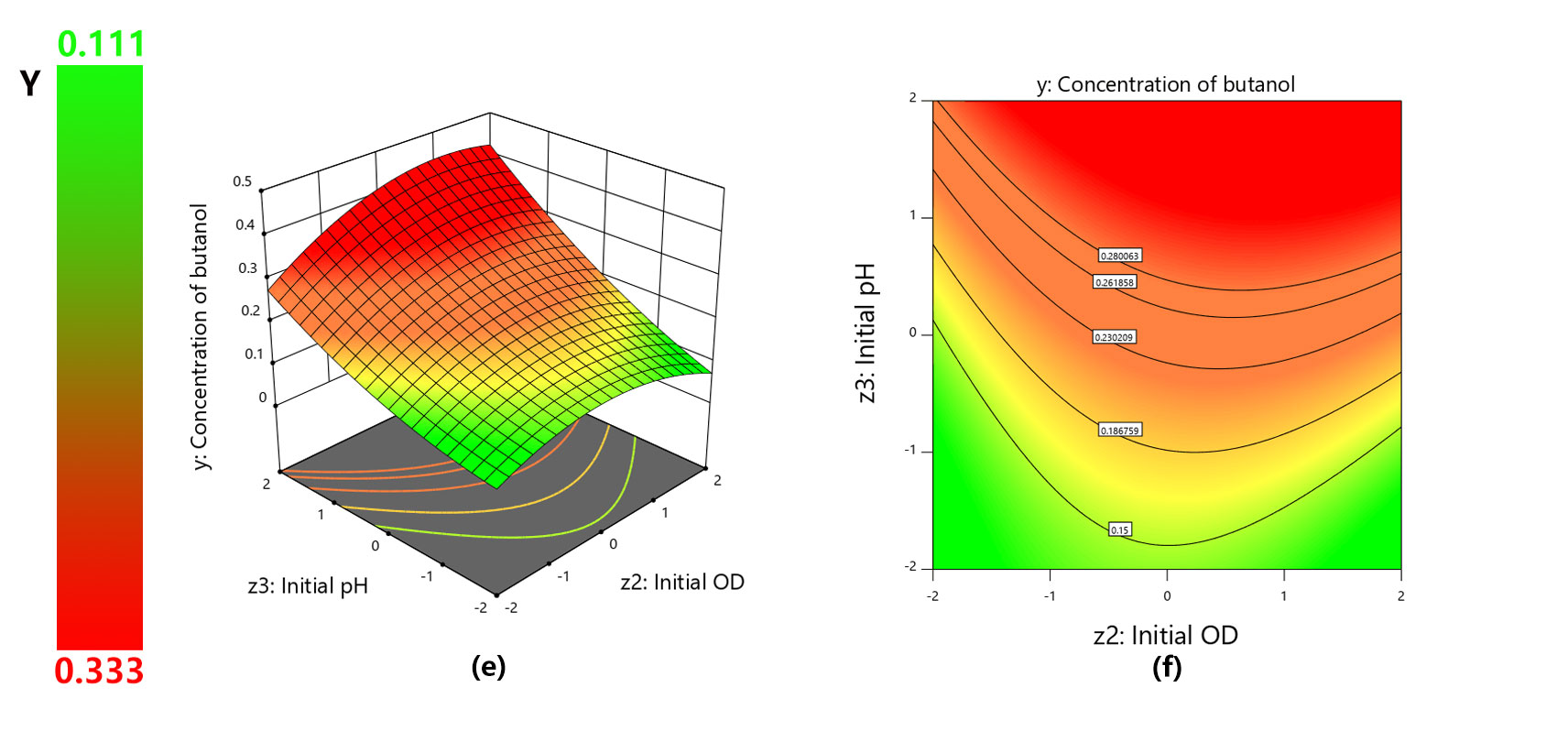 Fig.2 Response surface and contour plots for butanol production
Fig.2 Response surface and contour plots for butanol production -
2.4 Model verificationAccording to the prediction results of the regression equation, the model was further verified under the optimal conditions of butanol fermentation. The verification results are shown in Fig. 3. Butanol reached a maximum of 7.88g/L after 72h, which was 77.08% higher than the optimized butanol yield, and the maximum synthesis rate of butanol was significantly improved.
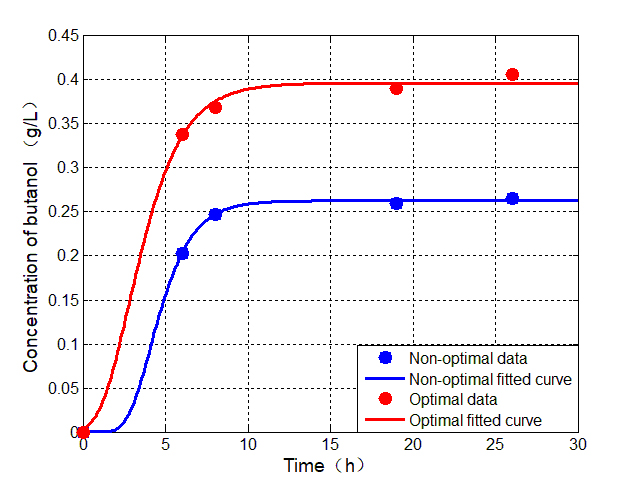 Fig.3 The butanol production and productivity contrast between optimum and non-optimum
Fig.3 The butanol production and productivity contrast between optimum and non-optimum -
3. Biochemical reaction modelWe first consider each reaction as an independent kinetic. We assume that the seven-step reaction in the fermentation process is consistent with the Michaelis-Menten equation. The basic model of biochemical reaction can be obtained according to the Mie equation and the law of conservation of mass [6]. The basic model was modified due to the competitive effects of different substrates on the same enzyme and the inhibition of the product. Using MATLAB software to solve the above model, the yield of each product can be obtained with time.
-
3.1 Basic theory of the model3.1.1 Michaelis-Menten equationIn biochemistry, the Michaelis-Menten equation is one of the most famous enzyme kinetic models. This model gives the relationship between the enzymatic reaction rate v and the substrate concentration [S] and enzyme concentration [E]. For the following enzymatic reactions:
 Where,\({k_f}\)(forward rate),\({k_r}\)(reverse rate),\({k_cat}\)(catalytic rate)denote the rate constants; the double arrows between S(substrate)and ES(enzyme-substrate complex)represent the fact that enzyme-substrate binding is a reversible process, and the single forward arrow represents the formation of P (product).When the enzyme concentration is much smaller than the substrate concentration, the product formation rate is:\[\upsilon = \frac{{d[P]}}{{dt}} = \frac{{{k_{cat}} \cdot [S] \cdot [E]}}{{{k_m} + [S]}}\]Where,[S] is the substrate concentration, [E] is the initial enzyme concentration, [P] is the product concentration.3.1.2 Law of mass actionThe law of mass action is: the rate of the elementary reaction is proportional to the power of the concentration of each reactant, wherein the power exponent of each reactant concentration is the stoichiometry of the reactant in the reaction equation, and the proportional constant is called the chemical reaction constant. . For the following biochemical reactions:
Where,\({k_f}\)(forward rate),\({k_r}\)(reverse rate),\({k_cat}\)(catalytic rate)denote the rate constants; the double arrows between S(substrate)and ES(enzyme-substrate complex)represent the fact that enzyme-substrate binding is a reversible process, and the single forward arrow represents the formation of P (product).When the enzyme concentration is much smaller than the substrate concentration, the product formation rate is:\[\upsilon = \frac{{d[P]}}{{dt}} = \frac{{{k_{cat}} \cdot [S] \cdot [E]}}{{{k_m} + [S]}}\]Where,[S] is the substrate concentration, [E] is the initial enzyme concentration, [P] is the product concentration.3.1.2 Law of mass actionThe law of mass action is: the rate of the elementary reaction is proportional to the power of the concentration of each reactant, wherein the power exponent of each reactant concentration is the stoichiometry of the reactant in the reaction equation, and the proportional constant is called the chemical reaction constant. . For the following biochemical reactions: By the law of mass action:\[\frac{{d[C]}}{{dt}} = - \frac{{d[A]}}{{dt}} = - \frac{{d[B]}}{{dt}} = J\]\[J = k \cdot [A] \cdot [B]\]Where,J is called flux of chemical reaction.
By the law of mass action:\[\frac{{d[C]}}{{dt}} = - \frac{{d[A]}}{{dt}} = - \frac{{d[B]}}{{dt}} = J\]\[J = k \cdot [A] \cdot [B]\]Where,J is called flux of chemical reaction. -
3.2 Basic modelAt a constant concentration of enzyme, the Michaelis-Menten equation describes the relationship between reaction rate and substrate concentration. Therefore, The biochemical reaction from glucose to butanol shown in Fig. 4 can be described by equations (2)-(9).\[{v_{{x_1}}} = \frac{{d{x_1}}}{{dt}} = - \frac{{k_{cat}^{fdh} \cdot {x_1} \cdot \left[ {fdh} \right]}}{{k_m^{fdh} + {x_1}}}\](2)\[{v_{{x_2}}} = \frac{{d{x_2}}}{{dt}} = - {v_{{x_1}}} - \frac{{k_{cat}^{atoB} \cdot {x_2} \cdot \left[ {atoB} \right]}}{{k_m^{atoB} + {x_2}}}\](3)\[{v_{{x_3}}} = \frac{{d{x_3}}}{{dt}} = {v_{{x_2}}} - \frac{{k_{cat}^{hbd} \cdot {x_3} \cdot \left[ {atoB} \right]}}{{k_m^{atoB} + {x_3}}}\](4)\[{v_{{x_4}}} = \frac{{d{x_4}}}{{dt}} = {v_{{x_3}}} - \frac{{k_{cat}^{crt} \cdot {x_4} \cdot \left[ {crt} \right]}}{{k_m^{crt} + {x_4}}}\](5)\[{v_{{x_5}}} = \frac{{d{x_5}}}{{dt}} = {v_{{x_4}}} - \frac{{k_{cat}^{ter} \cdot {x_5} \cdot \left[ {crt} \right]}}{{k_m^{ter} + {x_5}}}\](6)\[{v_{{x_6}}} = \frac{{d{x_6}}}{{dt}} = {v_{{x_5}}} - \frac{{k_{cat1}^{adhE2} \cdot {x_6} \cdot \left[ {adhE2} \right]}}{{k_{m1}^{adhE2} + {x_6}}}\](7)\[{v_{{x_7}}} = \frac{{d{x_7}}}{{dt}} = {v_{{x_6}}} - \frac{{k_{cat2}^{adhE2} \cdot {x_7} \cdot \left[ {adhE2} \right]}}{{k_{m2}^{adhE2} + {x_7}}}\](8)\[{v_{{x_8}}} = \frac{{d{x_8}}}{{dt}} = \frac{{k_{cat2}^{adhE2} \cdot {x_7} \cdot \left[ {adhE2} \right]}}{{k_{m2}^{adhE2} + {x_7}}}\](9)
-
3.3 Improved model3.3.1 Competitive effects of two substrates on the same enzymeAlthough we used the relationship between the Michaelis-Menten equation and the chain reaction to obtain the expression of butanol, the model only considered the case of single enzyme reaction. However, bifunctional acetaldehyde-CoA/alcohol dehydrogenase was used twice in the reaction, and different substrates competed for the enzyme. In this process, we assume that the substrate has no inhibition during the reaction.
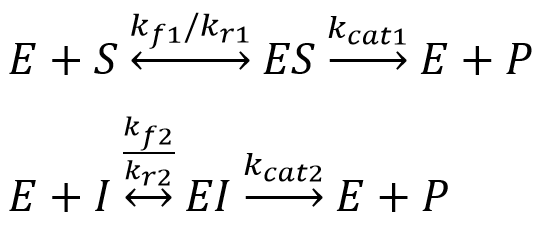 As shown in the figure above, the two substrates combined to share the same enzyme can be approximated as a competitive inhibition kinetic equation:\[\left[ {{E_f}} \right] = \left[ E \right] - \left[ {ES} \right] - \left[ {EI} \right]\](10)\[{k_m} = \frac{{{k_r} + {k_{cat}}}}{{{k_f}}}\](11)\[{k_1} \cdot \left[ {{E_f}} \right] \cdot \left[ S \right] = \left( {{k_r} + {k_{cat}}} \right) \cdot \left[ {ES} \right]\](12)Equation (12) is based on the law of mass action, combined with equation (11), can obtain a model considering substrate competition:\[{{\rm{v}}_{{x_6}}} = \frac{{d{x_6}}}{{dt}} = {v_{{x_5}}} - \frac{{k_{cat2}^{adhE2} \cdot {x_6} \cdot \left[ {adhE2} \right]}}{{k_{m1}^{adhE2}\left( {1 + \frac{{{x_6}}}{{k_{m1}^{adhE2}}}} \right) + {x_6}}}\](13)\[{{\rm{v}}_{{x_7}}} = \frac{{d{x_7}}}{{dt}} = {v_{{x_6}}} - \frac{{k_{cat2}^{adhE2} \cdot {x_7} \cdot \left[ {adhE2} \right]}}{{k_{m2}^{adhE2}\left( {1 + \frac{{{x_7}}}{{k_{m2}^{adhE2}}}} \right) + {x_7}}}\](14)3.3.2 Product inhibitionBecause the product has an inhibitory effect on the reaction, The butanol concentration progress curve was fitted to equation (15).\[v = \frac{{{k_{cat}} \cdot \left[ S \right] \cdot \left[ {\rm{E}} \right]}}{{{k_m} + \left[ S \right] \cdot \left( {{\rm{1 + }}\frac{P}{{{k_1}}}} \right)}}\]\[{v_{{x_8}}} = \frac{{d{x_8}}}{{d{t_{}}}} = \frac{{k_{cat2}^{adhE2} \cdot {x_7} \cdot \left[ {adhE2} \right]}}{{k_{m2}^{adhE2}\left( {1 + \frac{{{x_8}}}{{_{ki}adhE2}}} \right) + {x_7}}}\](15)where P is the concentration of the reaction product and \(k_i^{adhE2}\) is a product inhibition constant.
As shown in the figure above, the two substrates combined to share the same enzyme can be approximated as a competitive inhibition kinetic equation:\[\left[ {{E_f}} \right] = \left[ E \right] - \left[ {ES} \right] - \left[ {EI} \right]\](10)\[{k_m} = \frac{{{k_r} + {k_{cat}}}}{{{k_f}}}\](11)\[{k_1} \cdot \left[ {{E_f}} \right] \cdot \left[ S \right] = \left( {{k_r} + {k_{cat}}} \right) \cdot \left[ {ES} \right]\](12)Equation (12) is based on the law of mass action, combined with equation (11), can obtain a model considering substrate competition:\[{{\rm{v}}_{{x_6}}} = \frac{{d{x_6}}}{{dt}} = {v_{{x_5}}} - \frac{{k_{cat2}^{adhE2} \cdot {x_6} \cdot \left[ {adhE2} \right]}}{{k_{m1}^{adhE2}\left( {1 + \frac{{{x_6}}}{{k_{m1}^{adhE2}}}} \right) + {x_6}}}\](13)\[{{\rm{v}}_{{x_7}}} = \frac{{d{x_7}}}{{dt}} = {v_{{x_6}}} - \frac{{k_{cat2}^{adhE2} \cdot {x_7} \cdot \left[ {adhE2} \right]}}{{k_{m2}^{adhE2}\left( {1 + \frac{{{x_7}}}{{k_{m2}^{adhE2}}}} \right) + {x_7}}}\](14)3.3.2 Product inhibitionBecause the product has an inhibitory effect on the reaction, The butanol concentration progress curve was fitted to equation (15).\[v = \frac{{{k_{cat}} \cdot \left[ S \right] \cdot \left[ {\rm{E}} \right]}}{{{k_m} + \left[ S \right] \cdot \left( {{\rm{1 + }}\frac{P}{{{k_1}}}} \right)}}\]\[{v_{{x_8}}} = \frac{{d{x_8}}}{{d{t_{}}}} = \frac{{k_{cat2}^{adhE2} \cdot {x_7} \cdot \left[ {adhE2} \right]}}{{k_{m2}^{adhE2}\left( {1 + \frac{{{x_8}}}{{_{ki}adhE2}}} \right) + {x_7}}}\](15)where P is the concentration of the reaction product and \(k_i^{adhE2}\) is a product inhibition constant. -
3.4 Model solvingWe use MATLAB software to solve the above system of ordinary differential equations. The following parameters were used:
Parameter Variable Name Value Reference Michaelis Constant for fdh \[k_m^{fdh}\] 0.0150mM [7] Catalysed rate of reaction for fdh \[k_{cat}^{fdh}\] 3.3000s^(-1) [7] Michaelis Constant for atoB \[k_m^{atoB}\] 0.4700 mM [7] Catalysed rate of reaction for atoB \[k_{cat}^{atoB}\] 2.1000s^(-1) [7] Michaelis Constant for hbd \[k_m^{hbd}\] 0.0187 mM [8] Catalysed rate of reaction for hbd \[k_{cat}^{hbd}\] 35.1560s^(-1) [8] Michaelis Constant for crt \[k_m^{crt}\] 0.1070 mM [8] Catalysed rate of reaction for crt \[k_{cat}^{crt}\] 266.4300s^(-1) [8] Michaelis Constant for ter \[k_m^{ter}\] 0.0027 mM [7] Catalysed rate of reaction for ter \[k_{cat}^{ter}\] 91.0000s^(-1) [7] Michaelis Constant for adhE2 \[k_{m1}^{adhE2}\] 0.0230 mM [7] Catalysed rate of reaction for adhE2 \[k_{cat1}^{adhE2}\] 2.2000s^(-1) [7] Michaelis Constant for adhE2 \[k_{m2}^{adhE2}\] 0.4000 mM [7] Catalysed rate of reaction for adhE2 \[k_{cat2}^{adhE2}\] 2.9000s^(-1) [7] Inhibition constant for product \[k_i^{adhE2}\] 2.1 mM [7] Product concentration \[{x_i}\](i=1…8) ---- The results of the solution are shown in Fig. 3, where (a) is the curve of the concentration of each intermediate product, and (b) is the curve of the concentration of butanol.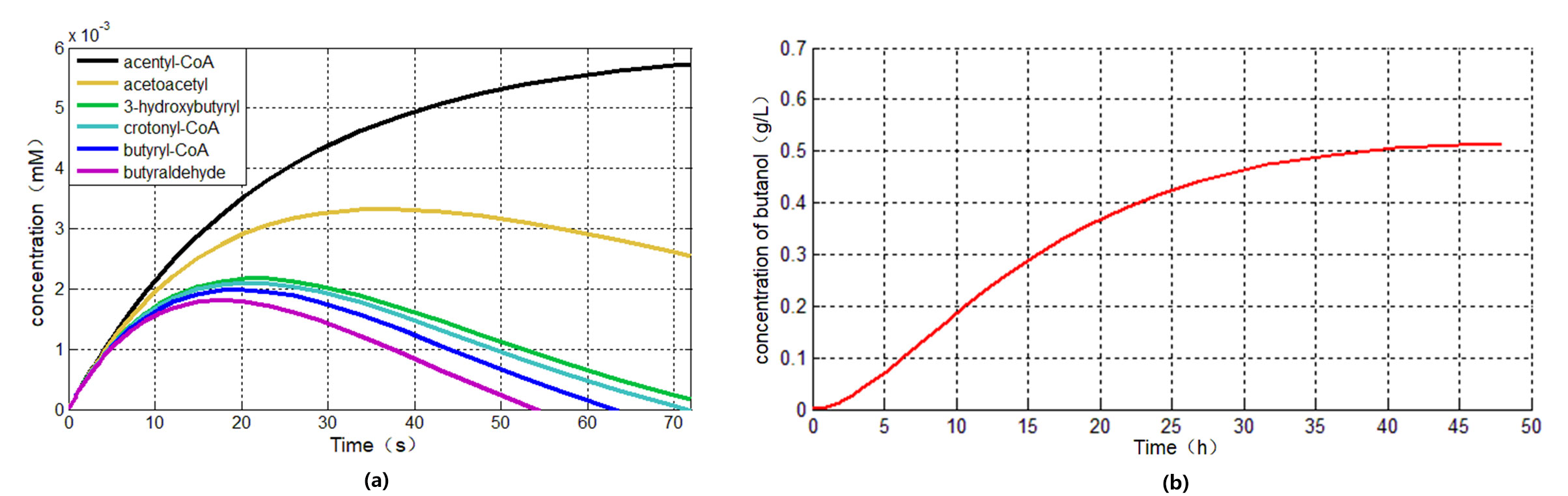 Fig.4 (a) intermediate product curve(b)Butanol curveAs can be seen from Fig. 3, in the butanol fermentation reaction, the first step is the slowest, and the fifth, sixth, and seventh steps are faster, so the rate-limiting step of the reaction is the reaction of glucose to acetyl-CoA. The enzyme concentration of the reaction was increased by 5% and decreased by 5%. The simulated butanol change curve is shown in Fig. 4. It can be seen from Fig. 4 that in the same time, when the enzyme concentration increased by 5%, the butanol production increased by 16.26%; when the enzyme concentration decreased by 5%, the butanol production decreased by 26.03%.
Fig.4 (a) intermediate product curve(b)Butanol curveAs can be seen from Fig. 3, in the butanol fermentation reaction, the first step is the slowest, and the fifth, sixth, and seventh steps are faster, so the rate-limiting step of the reaction is the reaction of glucose to acetyl-CoA. The enzyme concentration of the reaction was increased by 5% and decreased by 5%. The simulated butanol change curve is shown in Fig. 4. It can be seen from Fig. 4 that in the same time, when the enzyme concentration increased by 5%, the butanol production increased by 16.26%; when the enzyme concentration decreased by 5%, the butanol production decreased by 26.03%.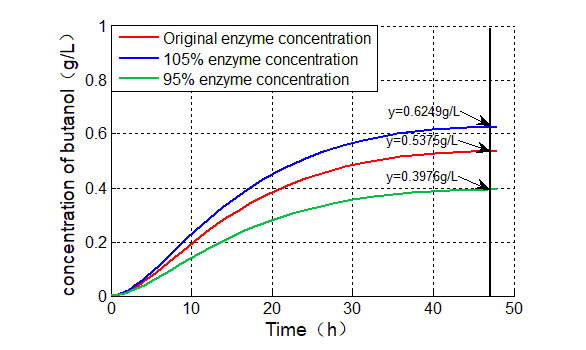 Fig.5 Butanol production at different enzyme fdh concentrations
Fig.5 Butanol production at different enzyme fdh concentrations -
3.5 Sensitivity analysisFinally, we performed a sensitivity analysis of the model parameters to determine the most appropriate parameters to produce the best impact on butanol fermentation. Sensitivity analysis is performed by perturbing each parameter up and down by 5% and calculating the change in output relative to the parameter. The results of the sensitivity analysis are shown in the table below:Table 4 Sensitivity analysis results when the parameter is up and down 5%
Parameter Variable Name Butanol at 5% increase (g/L) Butanol at 5% reduction (g/L) Butanol production change ratio Michaelis Constant for fdh \[k_m^{fdh}\] 0.5483 0.4813 13.02% Catalysed rate of reaction for fdh \[k_{cat}^{fdh}\] 0.5144 0.5144 0 Michaelis Constant for atoB \[k_m^{atoB}\] 0.5144 0.5144 0 Catalysed rate of reaction for atoB \[k_{cat}^{atoB}\] 0.5144 0.5144 0 Michaelis Constant for hbd \[k_m^{hbd}\] 0.5052 0.5238 3.62% Catalysed rate of reaction for hbd \[k_{cat}^{hbd}\] 0.5208 0.5076 2.57% Michaelis Constant for crt \[k_m^{crt}\] 0.5012 0.5282 5.25% Catalysed rate of reaction for crt \[k_{cat}^{crt}\] 0.5269 0.5011 5.02% Michaelis Constant for ter \[k_m^{ter}\] 0.4869 0.545 -11.29% Catalysed rate of reaction for ter \[k_{cat}^{ter}\] 0.5378 0.4908 9.14% Michaelis Constant for adhE2 \[k_{m1}^{adhE2}\] 0.5103 0.5186 -1.61% Catalysed rate of reaction for adhE2 \[k_{cat1}^{adhE2}\] 0.517 0.5116 1.05% Michaelis Constant for adhE2 \[k_{m2}^{adhE2}\] 0.5144 0.5144 0 Catalysed rate of reaction for adhE2 \[k_{cat2}^{adhE2}\] 0.5144 0.5144 0 Inhibition constant for product \[k_i^{adhE2}\] 0.5168 0.5118 0.97% From the sensitivity analysis, it can be seen that the Michaelis constant \(k_m^{fdh}\) of the rate-limiting reaction is the most sensitive parameter. By changing the initial pH and temperature to the optimal value of the parameter \(k_m^{fdh}\), the yield of butanol in the system can be effectively increased. -
4. References[1] Yachun S, Optimization of Butanol Fermentation and Kiketic Analysis by Clostridium BeijerinckII F-6[D]. Harbin :Harbin Institute of Technology,2017:23-39.[2] Shukor H, Al-Shorgani N K, Abdeshahian P, et al. Production of Butanol by Clostridium saccharoperbutylacetonicum N1-4 from Palm Kernel Cake in Acetone-Butanol-Ethanol Fermentation Using an Empirical Model[J]. Bioresource Technology, 2014, 170(5):565-573.[3] Ming G,Bin F,Yu G,SHIYAN SHEJI YU RUANJIAN YINGYONG[M].Beijing: Chemical Industry Press,2017.[4] Wang Z, Cao G, Cheng J, et al. Butanol Production from Wheat Straw by Combining Crude Enzymatic Hydrolysis and Anaerobic Fermentation Using Clostridium Acetobutylicum ATCC824[J]. Energy & Fuels, 2013, 27(10):5900-5906.[5] Wang Y, Blaschek H P. Optimization of Butanol Production from Tropical Maize Stalk Juice by Fermentation with Clostridium Beijerinckii NCIMB 8052[J]. Bioresource Technology, 2011, 102(21):9985-9990.[6] Hao G,Hong Q,SHUXUE DONGLIXUE MOXING[M].Beijing: Peking University Press,2017.[7] BRENDA[DB/OL]. http://www.brenda-enzymes.org/index.php,2018.9.15.[8] Matthew Aaron Davis, Exploring in vivo biochemistry with C4 fuel and commodity chemical pathways[D]. University of California, Berkeley,2015:23.
Copyright © 2018 iGEM UESTC_China